









脈沖渦流檢測技術(shù):
脈沖渦流檢測技術(shù)作為當(dāng)前無損檢測的一種新技術(shù),能夠快速方便地檢測金屬導(dǎo)體構(gòu)件中的缺陷。它以脈沖電流通入激勵(lì)線圈,激發(fā)一個(gè)脈沖磁場,在處于該磁場中的的導(dǎo)體試件中產(chǎn)生感生瞬變渦流(脈沖渦流),脈沖渦流所產(chǎn)生的磁場在檢測線圈上感應(yīng)出隨時(shí)間變化的電壓信號(hào),從而達(dá)到檢測目的。
脈沖渦流檢測技術(shù)優(yōu)缺點(diǎn):
優(yōu)點(diǎn):
1.對(duì)導(dǎo)電材料表面和近表面缺陷的檢測靈敏度較高;
2.應(yīng)用范圍廣,對(duì)影響感生渦流特性的各種物理和工藝因素均能實(shí)施檢測;
3.不需要耦合劑;
4.在一定條件下,能反映有關(guān)裂紋深度的信息;
5.可在高溫、薄壁管、細(xì)線、零件內(nèi)孔表面等其他檢測方法不適用的場合實(shí)施檢測。
缺點(diǎn):
渦流探傷的對(duì)象必須是導(dǎo)電材料,因?yàn)槭褂梅ɡ陔姶鸥袘?yīng)定律和趨膚效應(yīng),只適用于檢測金屬表面缺陷,不適用于檢測金屬材料深層的內(nèi)部缺陷。
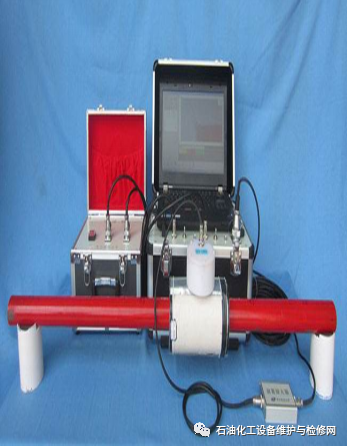

檢測裝置:
利用脈沖渦流檢測技術(shù),對(duì)常減壓裝置、延遲焦化裝置指定的重點(diǎn)管線進(jìn)行了脈沖渦流掃查檢測(檢測數(shù)據(jù)見表 1;建議重點(diǎn)檢測位置見附表 )。
檢測問題點(diǎn):
從檢測結(jié)果分析,共計(jì)發(fā)現(xiàn)嚴(yán)重腐蝕減薄位置 3 處、明顯腐蝕減薄位置 2 處,分別位于常頂空冷進(jìn)口 1#、2#、4#彎頭,常頂空冷西側(cè)本體底部彎頭、汽油水冷器 EC8010B 出口第一彎頭處。


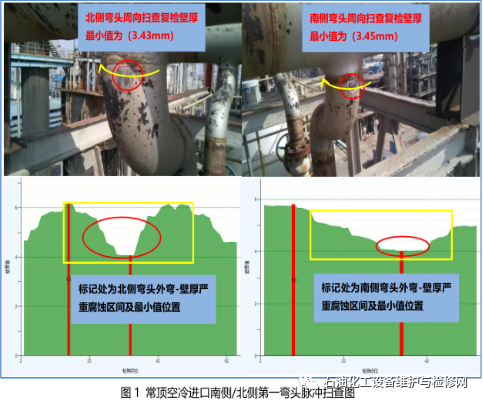
常頂空冷進(jìn)口管線
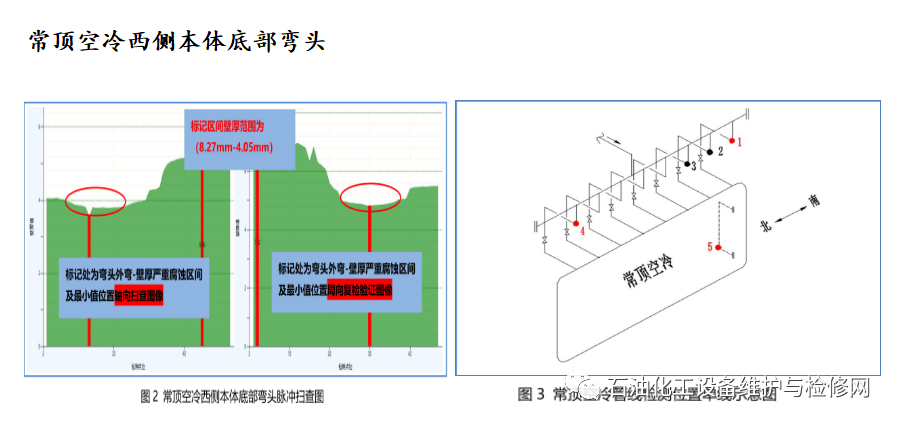
如圖 1 所示,常頂空冷進(jìn)口南側(cè)/北側(cè)第一彎頭(單線圖中位置 1#、4#)經(jīng)檢測發(fā)現(xiàn)壁厚嚴(yán)重腐蝕減薄,減薄位置均位于彎頭外彎側(cè)上方近焊縫附近,且外彎整體壁厚呈均勻減薄趨勢,其中常頂空冷進(jìn)口南側(cè)第一彎頭實(shí)測壁厚最大值 6.73mm,實(shí)測壁厚最小值 3.45mm,設(shè)計(jì)壁厚 7.00mm,減薄率 50.71%,常頂空冷進(jìn)口北側(cè)第一彎頭實(shí)測壁厚最大值6.92mm,實(shí)測壁厚最小值 3.43mm,設(shè)計(jì)壁厚7.00mm,減薄率 51.00%,根據(jù)檢測結(jié)果對(duì)該處位置采取補(bǔ)強(qiáng)或更換措施,對(duì)整體流程進(jìn)行擴(kuò)檢排查。

如圖 2 所示,常頂空冷西側(cè)本體底部彎頭(單線圖中位置 5#)經(jīng)檢測發(fā)現(xiàn)壁厚嚴(yán)重腐蝕減薄,減薄位置位于彎頭外彎底部近焊縫附近,且外彎整體呈均勻減薄趨勢,實(shí)測壁厚最大值 8.27mm,實(shí)測壁厚最小值4.05mm,設(shè)計(jì)壁厚7.00mm,減薄率 42.14%,根據(jù)檢測結(jié)果對(duì)該處位置采取補(bǔ)強(qiáng)或更換措施,對(duì)該空冷其余本體連接彎頭進(jìn)行排查,確認(rèn)整體腐蝕情況。

如圖 4 所示,汽油水冷器 EC8010B 出口第一彎頭經(jīng)檢測發(fā)現(xiàn)壁厚明顯減薄位置,實(shí)測壁厚最大值 7.76mm,實(shí)測壁厚最小值 5.77mm,設(shè)計(jì)壁厚8.00mm,減薄率 27.88%,壁厚最小值位置位于該彎頭側(cè)彎與支撐結(jié)構(gòu)連接附近呈局部腐蝕減薄趨勢,根據(jù)檢測結(jié)果對(duì)該位置采取周期性監(jiān)控措施。

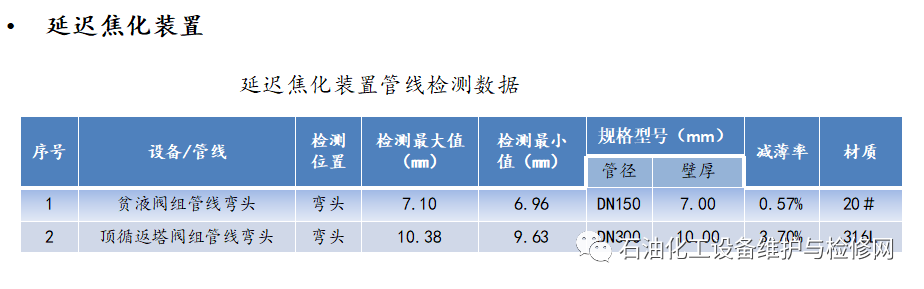
對(duì)延遲焦化裝置貧液閥組管線彎頭、頂循返塔閥組管線彎頭、頂循泵入口管線彎頭進(jìn)行檢測,現(xiàn)場檢測均未發(fā)現(xiàn)壁厚明顯減薄位置,==對(duì)其余存在腐蝕風(fēng)險(xiǎn)管線進(jìn)行檢測排查,確認(rèn)整體腐蝕情況。



